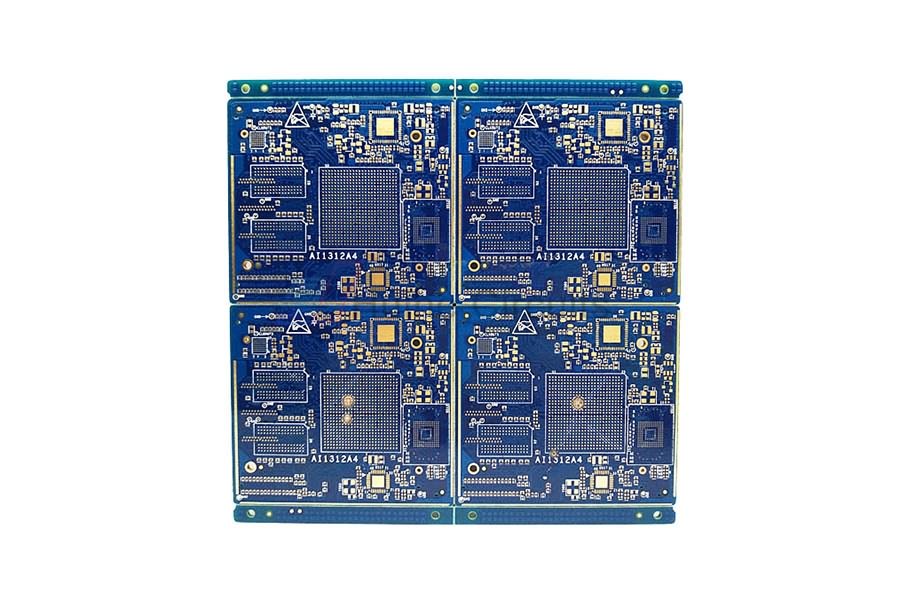
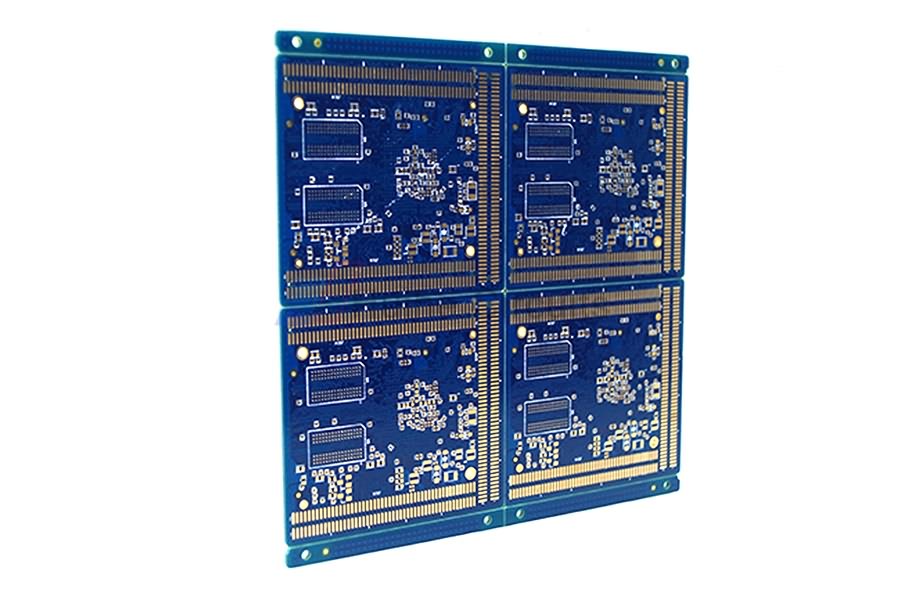
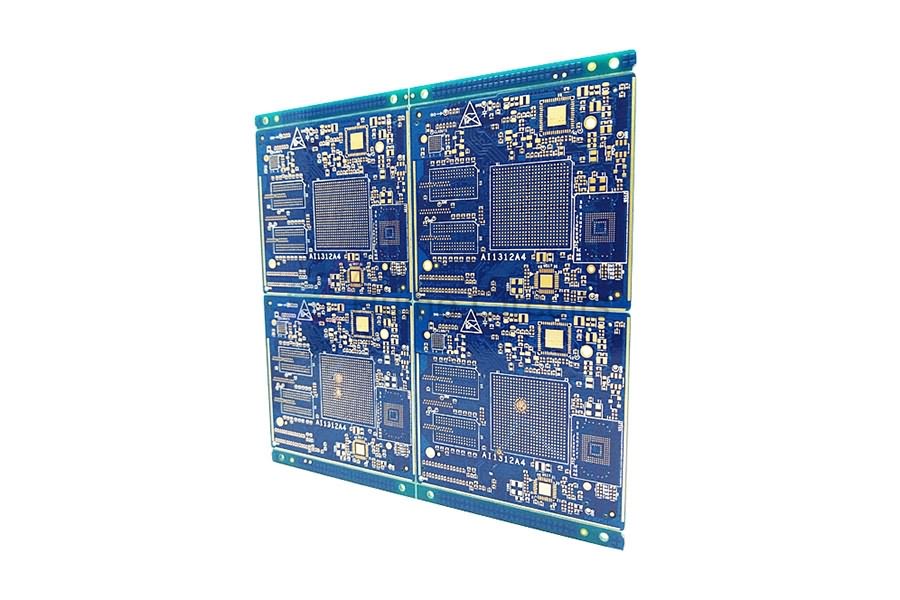
4-слојна ENIG контрола на импеданса Тешка бакарна ПХБ

Мерки на претпазливост за инженерски дизајн на тежок бакар ПХБ
Со развојот на електронската технологија, обемот на ПХБ е сè помал, густината станува сè повисока, а слоевите на ПХБ се зголемуваат, затоа, потребна е ПХБ на интегрален распоред, способност за заштита од пречки, побарувачката за процес и изработка е поголема и повисоко, бидејќи содржината на инженерскиот дизајн многу, главно за производството на тешки бакарни ПХБ, обработливоста на занаетчиството и веродостојноста на инженерскиот дизајн на производот, треба да биде запознаен со стандардот за дизајн и да ги исполни барањата на производствениот процес, да го направи дизајнираниот производ непречено.
1. Подобрете ја униформноста и симетријата на бакарното поставување на внатрешниот слој
(1) Поради ефектот на суперпозиција на перницата за лемење на внатрешниот слој и ограничувањето на протокот на смола, тешката бакарна ПХБ ќе биде подебела во областа со висока стапка на преостанат бакар отколку во областа со мала стапка на преостанат бакар по ламиниране, што резултира со нерамномерна дебелината на плочата и влијае на последователната лепенка и склопување.
(2) Бидејќи тешката бакарна ПХБ е густа, CTE на бакар многу се разликува од онаа на подлогата, а разликата во деформацијата е голема по притисок и топлина.Внатрешниот слој на дистрибуција на бакар не е симетричен и лесно се појавува искривување на производот.
Горенаведените проблеми треба да се подобрат во дизајнот на производот, во премисата да не влијае на функцијата и перформансите на производот, на внатрешниот слој на областа без бакар колку што е можно повеќе.Дизајнот на бакарна точка и бакарен блок или менување на големата бакарна површина во поставување на бакарна точка, го оптимизира насочувањето, ја прави неговата густина униформа, добра конзистентност, го прави целокупниот распоред на таблата симетричен и убав.
2. Подобрете ја стапката на остаток на бакар на внатрешниот слој
Со зголемување на дебелината на бакар, јазот на линијата е подлабок.Во случај на иста стапка на резидуален остаток на бакар, количината на полнење со смола треба да се зголеми, па затоа е неопходно да се користат повеќе полу-зацврстени листови за да се исполни полнењето со лепак.Кога смолата е помала, лесно е да се доведе до недостаток на ламиниране со лепак и униформност на дебелината на плочата.
Ниската стапка на резидуален бакар бара голема количина смола за полнење, а подвижноста на смолата е ограничена.Под дејство на притисок, дебелината на диелектричниот слој помеѓу површината на бакарниот лим, површината на линијата и површината на подлогата има голема разлика (дебелината на диелектричниот слој помеѓу линиите е најтенка), што е лесно да се доведе до неуспехот на HI-POT.
Затоа, стапката на остаток на бакар треба да се подобри колку што е можно повеќе во дизајнот на инженерството на тешки бакарни ПХБ, за да се намали потребата за полнење со лепак, да се намали ризикот од сигурност од незадоволство од полнењето со лепак и тенок среден слој.На пример, бакарните точки и дизајнот на бакарните блокови се поставени во простор без бакар.
3. Зголемете ја ширината на линијата и растојанието помеѓу линиите
За тешки бакарни ПХБ, зголемувањето на растојанието помеѓу ширината на линијата не само што помага да се намали тешкотијата при обработката на офорт, туку има и големо подобрување во полнењето со ламиниран лепак.Полнењето со крпа од стаклени влакна со мало растојание е помало, а полнењето со крпа од стаклени влакна со големо растојание е повеќе.Големото растојание може да го намали притисокот на чистото полнење со лепак.
4. Оптимизирајте го дизајнот на подлогата за внатрешниот слој
За тешки бакарни ПХБ, бидејќи дебелината на бакарот е дебела, плус суперпозицијата на слоевите, бакарот е во голема дебелина, при дупчење, триењето на алатката за дупчење во плочата долго време е лесно да се произведе абење на вежбата , а потоа влијае на квалитетот на ѕидот на дупката и дополнително влијае на сигурноста на производот.Затоа, во фазата на дизајнирање, внатрешниот слој на нефункционални влошки треба да биде дизајниран што е можно помалку, а не се препорачуваат повеќе од 4 слоја.
Доколку дизајнот дозволува, влошките на внатрешниот слој треба да бидат дизајнирани колку што е можно поголеми.Малите влошки ќе предизвикаат поголем стрес во процесот на дупчење, а брзината на спроводливост на топлина е брза во процесот на обработка, што лесно може да доведе до пукнатини од бакар Агол во перничињата.Зголемете го растојанието помеѓу независната подлога од внатрешниот слој и ѕидот на дупката онолку колку што дозволува дизајнот.Ова може да го зголеми ефективно безбедно растојание помеѓу бакарот на дупката и подлогата на внатрешниот слој и да ги намали проблемите предизвикани од квалитетот на ѕидот на дупката, како што се микро-краток, дефект на CAF и сл.








